




Haberler
 Ev / Haberler / Sektör haberleri / Özel Paslanmaz Çelik Dövme: Kaliteler, Süreçler ve Tedarikçi Rehberi
Ev / Haberler / Sektör haberleri / Özel Paslanmaz Çelik Dövme: Kaliteler, Süreçler ve Tedarikçi Rehberi Özel Paslanmaz Çelik Dövme: Kaliteler, Süreçler ve Tedarikçi Rehberi
 2026.05.27
2026.05.27
 Sektör haberleri
Sektör haberleri
Paslanmaz çeliğin sıradan karbon çeliğine göre yerleşik bir avantajı vardır: %10,5 civarındaki minimum krom içeriği, yüzey oksijene maruz kaldığında kendi kendini onaran bir oksit tabakası oluşturmasına neden olur. Dövme bu avantajı daha da ileri götürür. Yüksek sıcaklıklarda sıkıştırma kuvveti uygulayarak, süreç iç tanecik yapısını iyileştirir, gözenekliliği kapatır ve bitmiş parçanın dış hatlarını takip eden sürekli bir tanecik akışı üretir. Sonuç, döküm veya çubuk stokundan işleme yoluyla üretilen parçaya göre ölçülebilir derecede daha güçlü ve yorulmaya karşı daha dirençli bir bileşendir ve özel paslanmaz çelik dövme ile her geometrik ve malzeme değişkeni, uygulamanın talep ettiği şeye tam olarak göre ayarlanabilir.
Paslanmaz Çelikte Dövme İşlemi Neden Döküm ve İşleme İşleminden Daha İyi Performans Gösteriyor?
Döküm, büzülme boşlukları, ayrışma ve izotropik rastgele bir tane yapısı ortaya çıkarır; bu, mekanik özelliklerin kabaca her yönde eşit olduğu anlamına gelir; bu, gerçek dünya yüklerinin nadiren her yöne eşit şekilde uygulveığını fark edene kadar kulağa hoş gelir. Çubuk veya levhadan işleme daha temizdir ancak tane çizgilerini takip etmek yerine çapraz keser ve fileto ve delikler gibi gerilim konsantrasyonlarında yorulma mukavemetini azaltır.
Özel dövme her iki sorunu da çözer. Sıkıştırma deformasyonu, tane akışını parçanın geometrisi boyunca (flanş omzunun etrafında, şaftın aşağısında, valf gövdesi boyunca) hizalar, böylece metal tam olarak stresin en yüksek olduğu yerde en güçlü olur. Çekme mukavemeti, akma mukavemeti ve darbe direncinin tümü artar eşdeğer döküm veya işlenmiş parçalarla karşılaştırıldığında genellikle %20–30 oranında. Döngüsel yükleme, basınç veya aşındırıcı ortam altında çalışan bileşenler için bu marj doğrudan daha uzun hizmet ömrü ve daha düşük değiştirme maliyetleri anlamına gelir.
Paslanmaz çeliğe korozyon direncini veren oksit tabakası da dövme yoluyla güçlendirilmiştir. Deformasyon, çukurlaşma veya çatlak korozyonu için başlangıç noktası görevi görecek yüzey seviyesindeki kusurları kapatır ve ardından gelen ısıl işlem, pasif filmi hedef ortam için optimize etmek üzere tam olarak belirlenebilir.
Dövme İşleminiz için Doğru Paslanmaz Çelik Kalitesini Seçme
Kalite seçimi hem performansı hem de maliyeti en çok etkileyen tek karardır. Dövülebilirlik, korozyon direnci ve mekanik özellikler, aileler arasında önemli ölçüde farklılık gösterir. Bir başvuruda bulunun Dövme malzemeleri, türleri ve seçimine ilişkin eksiksiz kılavuz alaşım ailelerinin derinlemesine dökümü için; Aşağıdaki tablo en yaygın olarak dövülen paslanmaz kaliteleri ve bunların birincil kullanım durumlarını özetlemektedir.
| Sınıf | Aile | Temel Özellikler | Tipik Uygulamalar |
|---|---|---|---|
| 304 / 304L | östenitik | İyi genel korozyon direnci, mükemmel şekillendirilebilirlik | Gıda işleme, sıhhi tesisat, genel endüstriyel |
| 316 / 316L | östenitik | Molibden ilavesi klorür ve asit direncini artırır | Denizcilik, kimyasal işleme, ilaç, valf gövdeleri |
| 410 / 420 | Martensitik | Isıl işlemden sonra yüksek sertlik, orta derecede korozyon direnci | Pompa milleri, valf gövdeleri, kesici aletler, bağlantı elemanları |
| 2205 Dubleks | Dubleks | 316L'den daha yüksek akma dayanımı, mükemmel klorür SCC direnci | Petrol ve gaz, tuzdan arındırma, kağıt hamuru ve kağıt ekipmanları |
| 2507 Süper Dubleks | Süper Dubleks | Maksimum korozyon direnci, çok yüksek mukavemet | Denizaltı bileşenleri, agresif kimyasal servisi |
| 17-4 PH | Yağış Sertleşmesi | Yüksek mukavemet, iyi korozyon direnci, zamanla sertleşebilir | Havacılık, savunma, yüksek yüklü mekanik bileşenler |
Klorür stresli korozyon çatlağının sorun teşkil ettiği sıvı taşıma bileşenleri için 316L minimum uygulanabilir seçimdir; Servis koşulları agresif olduğunda dubleks kaliteler ek malzeme maliyetine değerdir. Bizimkilere bakın 304L ve 316L dövme paslanmaz çelik bağlantı parçaları gövdesi üretim parçalarında kalite seçiminin uygulama gereklilikleriyle nasıl eşleştirildiğinin pratik bir örneği olarak.
Özel Açık Kalıp ve Kapalı Kalıp Dövme Karşılaştırması: Parçanıza Hangi Proses Uyar?
Her iki süreç de ısıtılan paslanmaz çelik kütük ile başlar, ancak bitmiş geometriye giden çok farklı yollar izlerler.
Açık kalıp dövme iş parçasını tam olarak kaplamayan düz veya basit konturlu kalıplar kullanır. Operatör, hedef şekli elde etmek için pres vuruşları arasında kütüğü hareket ettirir. Bu, net şekle yakın şeklin yapısal bütünlükten daha az kritik olduğu büyük, ağır veya geometrik olarak basit parçalar (halkalar, diskler, şaftlar, bloklar) için prosesi oldukça esnek hale getirir. Düşük ila orta hacimli üretim ve kapalı kalıplara yönelik takım yatırımının engelleyici olacağı büyük boyutlu bileşenler için tercih edilen yoldur.
Kapalı kalıp dövme (aynı zamanda baskı kalıbı dövme olarak da adlandırılır), bitmiş parçanın tam şeklinde bir boşluk içeren eşleşen kalıplar kullanır. Metal, boşluğu basınç altında doldurarak sıkı boyut toleransları ve mükemmel yüzey tutarlılığı sağlar. Bu süreç karmaşık geometrilere, yüksek üretim hacimlerine ve ikincil işlemenin en aza indirilmesi gereken parçalara uygundur; valf gövdeleri, flanşlar, şanzıman bileşenleri ve alet gövdeleri yaygın örneklerdir.
İkisi arasındaki karar üç değişken tarafından belirlenir: parça geometrisi karmaşıklığı, gerekli boyut toleransı ve öngörülen hacim. Deneyimli bir dövme ortağı, takım tasarımına geçmeden önce üçünü de değerlendirecektir; bu, hem parça başına maliyeti hem de teslim süresini doğrudan etkiler.
Özel Paslanmaz Çelik Dövme Ürünleri için Temel Endüstriler ve Uygulamalar
Mukavemet, korozyon direnci ve tasarım esnekliğinin birleşimi, dövme paslanmaz çeliği, arızanın maliyetli olduğu (ekipman arıza süresi, güvenlik riski veya ürün kirliliği açısından ölçülsün) her ortamda varsayılan seçim haline getirir.
- Petrol, Gaz ve Enerji: Yüksek basınç altında çalışan ve aşındırıcı üretim sıvılarıyla temas halinde olan valf gövdeleri, pompa çarkları, kompresör bileşenleri ve kuyu başı bağlantı parçaları. Dubleks ve süper dubleks kaliteler bu sektöre hakimdir.
- Sıvı Taşıma ve Proses Ekipmanları: Pompalama ve valf sistemlerinde özel dövmeler kullanılır. Gibi ürünler Akışkan ekipmanları için dövme paslanmaz çelik mil ve yay gergi parçaları and tapa valf gövdeleri ve paslanmaz çelik valf bileşenleri Kontrollü dövme yoluyla elde edilebilecek hassas parça yelpazesini gösterin.
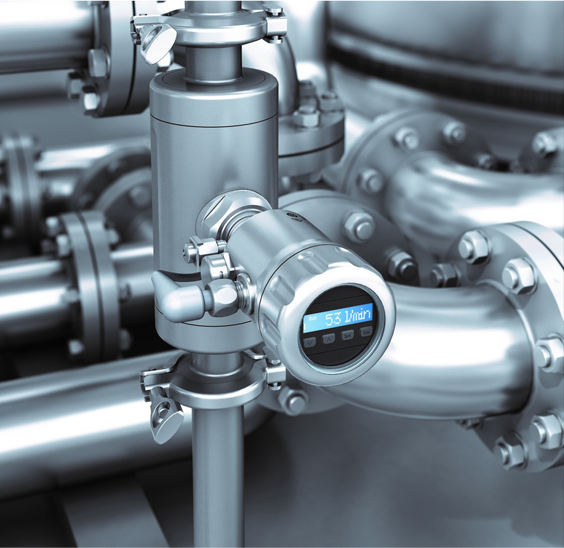
- Endüstriyel Enstrümantasyon: Basınç verici gövdeleri, sensör muhafazaları ve uzak conta flanşları, döngüsel basınç altında sızdırmaz contaları korumak için boyutsal hassasiyet ve yüzey bütünlüğü gerektirir. Östenitik kaliteler manyetik olmayan özelliklerinden dolayı burada standarttır.
- Mühendislik ve İnşaat Makineleri: Yüksek yüklü mekanik bileşenler (kancalar, tahrik kaplinleri, dişli kutusu elemanları), özellikle dış mekan veya deniz ortamlarında dövme paslanmaz üzerine döküm alternatiflerinin üstün yorulma direncinden yararlanır.
- Yiyecek, İçecek ve İlaç: Sıhhi donanımlar ve işleme bileşenleri katı temizlik standartlarını karşılamalıdır. Dövme 304L veya 316L'nin pürüzsüz, hatasız yüzeyi, dökümlerdeki gözenekliliğin yaratabileceği bakteri barındırma alanlarını ortadan kaldırır.
- Denizcilik ve Açık Deniz: Deniz suyuna maruz kalan donanım, bağlantı elemanları ve yapısal donanımlar, tasarım hizmet ömrü boyunca yalnızca 316L veya çift yönlü paslanmaz dövme parçaların güvenilir bir şekilde sağladığı klorür direncini gerektirir.
Kalite Standartları ve Uyumluluk
Dövme paslanmaz çelik bileşenlerin tedariki her zaman yerleşik endüstri standartlarına göre referans alınmalıdır. ASTM A473 genel kullanıma ve düşük veya yüksek sıcaklıkta hizmete yönelik östenitik, dubleks, ferritik ve martensitik paslanmaz çelik dövmeleri düzenleyen birincil spesifikasyondur. Parça ağırlığına göre kimyasal bileşim sınırlarını, mekanik özellik gerekliliklerini, ısıl işlem prosedürlerini ve gerilim testi protokollerini tanımlar. Bu standarda göre çalışan tedarikçiler, ham maddeden bitmiş dövme işlemine kadar izlenebilirliği kanıtlamalıdır. Spesifikasyonun tam kapsamını doğrudan şu adreste inceleyebilirsiniz: Paslanmaz çelik dövmeler için ASTM A473 standart spesifikasyonu sayfa.
Malzeme standartlarının ötesinde, kalite bilincine sahip alıcılar, belgelenmiş bir kalite yönetim sisteminin kanıtı olarak ISO 9001 sertifikasyonunun yanı sıra ultrasonik test, boya penetrant muayenesi ve boyutsal raporlama dahil üçüncü taraf denetim kabiliyetini aramalıdır. Basınç içeren bileşenler için PED (Basınçlı Ekipman Direktifi) uyumluluğu veya eşdeğer bölgesel sertifika gerekli olabilir.
Malzeme izlenebilirliği (sevk edilen herhangi bir dövme parçasını tam hadde sertifikasına sahip belirli bir çelik ısısına bağlama yeteneği) düzenlemeye tabi endüstrilerde tartışılamaz. Potansiyel tedarikçilere, sipariş vermeden önce bu gözetim zincirini nasıl belgelediklerini ve sürdürdüklerini sorun.
Özel Paslanmaz Çelik Dövme Tedarikçisinde Nelere Dikkat Edilmeli?
Konu paslanmaz olduğunda tüm dövme atölyeleri eşit değildir. Alaşımın işlenmesi karbon çeliğine göre önemli ölçüde daha zordur, daha yüksek dövme sıcaklıkları gerektirir ve kalıp tasarımı ve yağlamaya daha duyarlıdır. Özel bir paslanmaz deneyimine sahip olmayan bir tedarikçi, yalnızca parçalar hizmete girdikten sonra ortaya çıkan yüzey çatlaması, boyutsal değişiklik veya yetersiz tane incelmesi gibi tutarsız sonuçlar üretecektir.
Adayları şu kriterlere göre değerlendirin:
- Malzeme aralığı: Dubleks veya çökeltmeyle sertleşen alaşımlar da dahil olmak üzere, ihtiyacınız olan spesifik kaliteyi üretebilirler mi? Eldeki değirmen sertifikalarıyla onaylanmış yetenek, bir web sitesindeki uzun malzeme listesinden daha değerlidir.
- Mühendislik desteği: Yetenekli bir tedarikçi çiziminizi inceleyebilmeli, kalıp ayırma hattı yerleşimi, taslak açısı ve net şekillendirme yoluyla malzeme tasarrufu konusunda tavsiyelerde bulunabilmelidir. Teklif verme aşamasındaki bu mühendislik diyaloğu, daha sonra yapılacak pahalı revizyonları önler.
- Şirket içi işleme ve bitirme: Tek bir tesiste dövme ve işleme yapabilen tedarikçiler, elleçlemeyi azaltır, teslim süresini kısaltır ve uçtan uca boyutsal sorumluluğu korur.
- Kalite belgeleri: Tam malzeme izlenebilirliği, ısıl işlem kayıtları, mekanik test raporları ve boyutsal inceleme verileri ekstra değil standart teslimatlar olmalıdır.
- Kapasite ve teslim süresi: Özel programlar için, tam üretim takım yatırımına başlamadan önce pres tonaj aralığını, tipik üretim teslim sürelerini ve prototip takımların mevcut olup olmadığını doğrulayın.
Tedarikçi değerlendirme sürecinize rehberlik edecek ayrıntılı bir çerçeve için şu adresteki kaynağımıza bakın: Özel bir metal dövme tedarikçisinin nasıl değerlendirileceği ve seçileceği . Doğru üretim ortağı, kalite sisteminizin gerektirdiği belgelerle birlikte belirtilen şekilde, zamanında performans gösteren parçalar teslim ederek yalnızca birim fiyatı değil toplam sahip olma maliyetini azaltır.












Ürünlerimiz öncelikle otomotiv endüstrisi, inşaat makineleri endüstrisi, endüstriyel enstrümantasyon endüstrisi ve akışkan ekipman endüstrisi için sahte bileşenlerin üretimini içerir.
Hızlı Bağlantılar
Ürün Bağlantıları
Bize Ulaşın
-
Address:5 Junrong Yolu, Daitou Town, Liyang City, Jiangsu Eyaleti, Çin
-
Tel:+86-18112316383
