




Haberler

Sıcak Dövme İşleme Teknolojisi: Süreç, Avantajlar ve Uygulamalar
 2026.03.27
2026.03.27
 Sektör haberleri
Sektör haberleri
Sıcak Dövme Nedir ve Neden Önemlidir?
Sıcak dövme, metal kütüğün yeniden kristalleşme sıcaklığının üzerinde ısıtıldığı ve daha sonra kalıplar kullanılarak yüksek sıkıştırma kuvveti altında şekillendirildiği bir metal şekillendirme işlemidir. Yüksek sıcaklık, metalin akma mukavemetini azaltır, daha düşük pres tonajıyla karmaşık şekillerin oluşturulmasını sağlarken aynı zamanda malzemenin mekanik özelliklerini de geliştirir. Döküm veya çubuk stokunun işlenmesinden farklı olarak sıcak dövme, metalin tane yapısını iyileştirir, böylece daha güçlü, daha sert ve yorulmaya daha dayanıklı parçalar elde edilir.
Bu süreç modern endüstriyel imalatın temel taşıdır. Otomotiv aktarma organı bileşenlerinden ağır inşaat ekipmanlarına ve sıvı kontrol sistemlerine kadar sıcak dövme, zorlu uygulamaların gerektirdiği boyutsal doğruluk, yapısal bütünlük ve malzeme verimliliği kombinasyonunu sunar. Sıcak dövme işleme teknolojisinin temellerini anlamak, mühendislerin ve tedarik profesyonellerinin kritik bileşenler için üretim yöntemlerini seçerken daha iyi kararlar almasına yardımcı olur.
Sıcak Dövme Süreci: Adım Adım
Tam bir sıcak dövme üretim döngüsü, sıkı bir şekilde kontrol edilen birkaç aşamadan oluşur. Her adım, nihai parçanın boyutsal doğruluğunu, yüzey kalitesini ve mekanik performansını doğrudan etkiler.
Kütük Hazırlama ve Isıtma
Hammadde ilk önce testereyle veya makasla hassas ağırlığa kesilir. Kütük daha sonra bir indüksiyon fırınında veya gaz yakıtlı fırında optimum dövme sıcaklığı aralığına (tipik olarak Karbon ve alaşımlı çelikler için 950°C ve 1.250°C alaşım bileşimine bağlı olarak. Kütük kesiti boyunca düzgün sıcaklık dağılımı kritiktir; eşit olmayan ısıtma, iç gerilime, yüzey çatlamasına veya bitmiş parçada tutarsız tanecik akışına neden olabilir.
Kalıp Tasarımı ve Kalıplama
Kalıp seti herhangi bir sıcak dövme işleminin kalbidir. Kalıplar yüksek alaşımlı takım çeliğinden hassas bir şekilde işlenir ve aşırı termal döngüye ve üretimin mekanik etkisine dayanacak şekilde ısıl işleme tabi tutulur. Çoklu kalıplar, kütüğü bir dizi ön şekillendirme, bloke etme ve bitirme boşlukları boyunca yönlendirerek metali aşamalı olarak şekillendirir ve flaş oluşumunu kontrol eder. Uygun kalıp tasarımı, malzeme akışını, ayırma hattı konumunu, taslak açılarını ve üretilen fazla çapak miktarını belirler.
Dövme ve Çapak Temizleme
Isıtılan kütük kalıba yerleştirilir ve parça geometrisine ve malzemesine bağlı olarak genellikle birkaç yüz ila birkaç bin ton arasında değişen kontrollü bir kuvvetle vurulur veya preslenir. Metal, kalıp boşluğunu doldurmak için akar ve fazla malzeme, ayırma hattı çevresinden flaş olarak dışarı atılır. Daha sonra düzeltme presinde flaş çıkarılır ve parça bir sonraki aşamaya geçer.
Isıl İşlem
Normalleştirme, tavlama, su verme ve temperleme dahil olmak üzere dövme sonrası ısıl işlem, artık gerilimi azaltmak ve istenen sertlik ve tokluk profilini oluşturmak için kullanılır. Özel döngü, alaşım kalitesine ve son uygulamanın mekanik özellik gereksinimlerine göre seçilir.
İşleme ve Muayene
Çoğu sıcak dövme işlemi, yatak yüzeyleri, delikler ve dişli özellikler üzerinde sıkı boyut toleransları elde etmek için son işleme gerektirir. CNC torna merkezleri ve işleme merkezleri, malzemeyi yüksek hassasiyetle kaldırır. Son muayene, boyut ölçümü, sertlik testi, iç kusurlar için ultrasonik test ve paketleme ve sevkiyat öncesinde yüzey kalitesi değerlendirmesini içerir.
Sıcak Dövmenin Diğer Yöntemlere Göre Temel Avantajları
Sıcak dövme, birçok uygulama alanında döküm, soğuk dövme ve dolu çubuktan işleme ile rekabet eder. Aşağıdaki tablo, sıcak dövmenin açık bir avantaja sahip olduğu yerleri özetlemektedir.
| Karşılaştırma Faktörü | Sıcak Dövme | Döküm | Çubuktan İşleme |
|---|---|---|---|
| Tane Yapısı | Rafine, yönlendirici | Kaba, rastgele | Haddelenmiş haliyle |
| Çekme Dayanımı | Yüksek | Orta | Orta |
| Gözeneklilik Riski | Çok düşük | Yüksek | Düşük |
| Malzeme Kullanımı | Yüksek | Orta | Düşük (high scrap) |
| Takım Maliyeti | Orta to high | Orta | Düşük |
| Hacim Bazında Birim Maliyet | Düşük | Düşük to moderate | Yüksek |
Sıcak dövmenin en önemli ama sıklıkla gözden kaçırılan faydalarından biri, sürekli tahıl akışı parçanın konturunu takip eder. Bu yönlü tane yapısı, kullanım sırasında döngüsel yüklemeye veya şok kuvvetlerine maruz kalan bileşenler için gerekli olan yorulma ömrünü ve darbe direncini önemli ölçüde artırır.
Sıcak Dövmede Kullanılan Ortak Malzemeler
Sıcak dövme, çok çeşitli demir ve demir dışı alaşımlarla uyumludur. Malzeme seçimi uygulamanın mekanik gereksinimlerine, çalışma ortamına ve maliyet hedeflerine bağlıdır.
- Karbon çelikleri (örneğin AISI 1035, 1045): İyi dövülebilirlik ve maliyet verimliliği nedeniyle genel amaçlı yapısal parçalar ve iletim bileşenlerinde yaygın olarak kullanılır.
- Alaşımlı çelikler (örneğin 42CrMo4, 40Cr): Isıl işlemden sonra arttırılmış mukavemet, tokluk ve sertleşebilirlik gerektiren yüksek stresli uygulamalar için tercih edilir.
- Paslanmaz çelikler (örn. 304, 316, 17-4PH): Özellikle sıvı taşıma ve kimyasal işleme ekipmanlarında korozyon direnci gerektiren bileşenler için seçilmiştir.
- Titanyum ve alüminyum alaşımları: Güç/ağırlık oranının çok önemli olduğu havacılık ve ağırlığa duyarlı otomotiv uygulamalarında kullanılır.
- Nikel bazlı süper alaşımlar: Gaz türbinli motor bileşenleri gibi aşırı sıcaklıktaki ortamlar için ayrılmıştır.
Dövme sıcaklığı penceresi her alaşım için hassas bir şekilde kontrol edilmelidir. Aşırı ısıtma, tane büyümesine veya oksidasyona neden olabilirken, düşük ısıtma, kalıp aşınmasını artırır ve çatlama riskini artırır.
Sıcak Dövme Bileşenlerin Endüstri Uygulamaları
Sıcak dövme işleme teknolojisiyle elde edilebilen mekanik özellikler, onu birçok endüstride güvenlik açısından kritik ve performans açısından kritik parçalar için tercih edilen üretim yöntemi haline getiriyor.
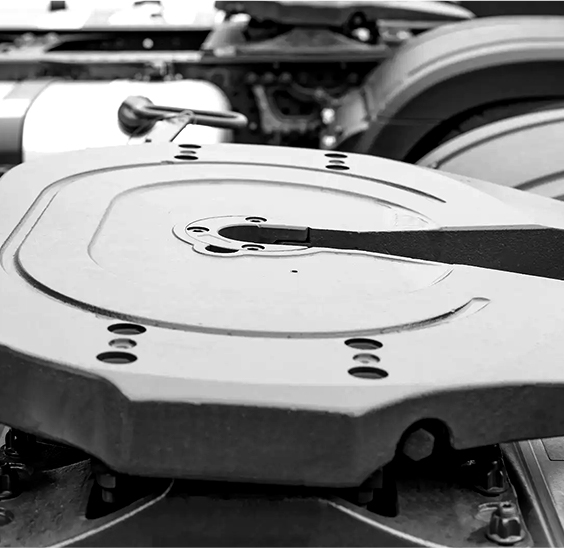
Otomotiv ve Ticari Araçlar
Sıcak dövme, güç aktarma organları ve şasi bileşenlerinin üretiminde hakimdir. Araç aktarma sistemi dövmeleri Dişliler, şaftlar, flanşlar ve boyunduruklar dahil olmak üzere, boyutsal stabiliteyi korumalı ve milyonlarca yük döngüsü altında yorulmaya karşı dayanıklı olmalıdır. Sıcak dövme, bu bileşenlerin talep ettiği tane bütünlüğünü ve mukavemet-ağırlık oranını sağlar. Ağır kamyonlara yönelik beşinci tekerlekler ve çekiş koltuğu bileşenleri, malzeme arızasının kabul edilemeyeceği aynı derecede zorlu uygulamalardır.
İnşaat ve Mühendislik Makinaları
Mühendislik makineleri dövmeleri ekskavatörlerde, vinçlerde, yükleyicilerde ve yol yapım ekipmanlarında yaygın olarak kullanılmaktadır. Bu bileşenler yüksek dinamik yüklere, aşındırıcı çalışma ortamlarına ve önemli şok kuvvetlerine dayanıklıdır. Sıcak dövme, bu sektörün hizmet ömrü beklentilerini karşılamak için gerekli yapısal yoğunluğu ve tokluğu sağlar.
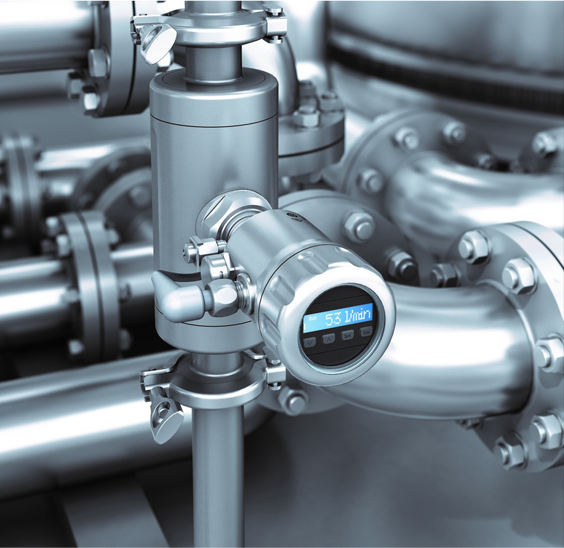
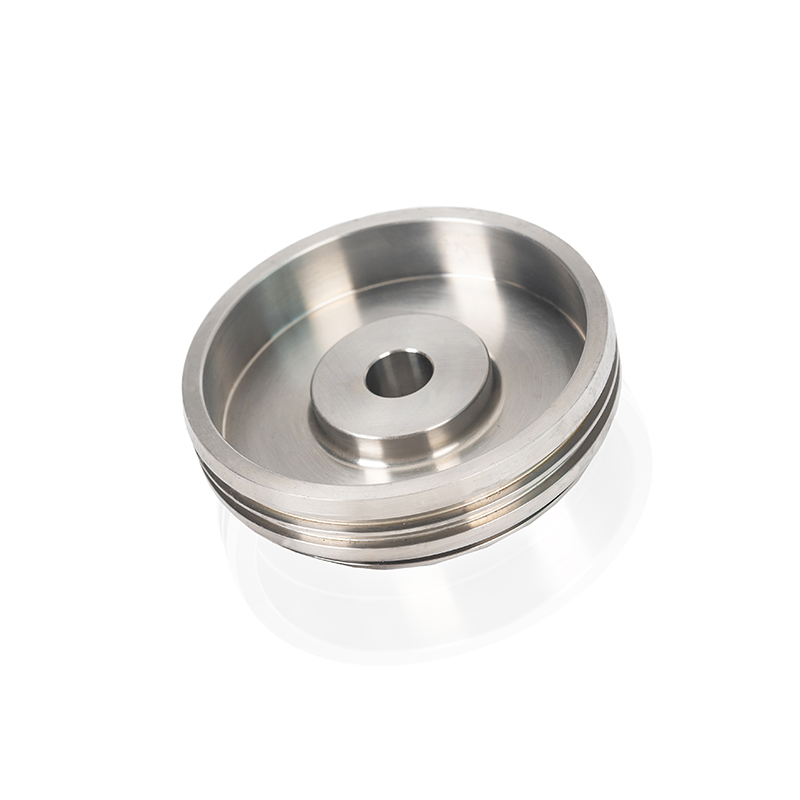
Akışkan ve Pompa Sistemleri
Valf gövdeleri, pompa gövdeleri ve akış kontrol bileşenleri, sıcak dövme işleminden yararlanır çünkü bu işlem, dökümleri rahatsız eden iç gözenekliliği ortadan kaldırır. Yüksek basınçlı akışkan sistemlerinde, en küçük gözeneklilik bile döngüsel basınç yüklemesi altında çatlaklara doğru yayılabilir. Dövme akışkan bileşenleri, döküm alternatiflerine kıyasla üstün sızıntı direnci ve daha uzun servis aralıkları sunar.
Endüstriyel Enstrümantasyon ve Enerji
Hassasiyet dövme bileşenler Endüstriyel enstrümantasyonda, petrol ve gaz altyapısında ve enerji üretim ekipmanlarında bulunur. Paslanmaz çelik ve nikel alaşımlarının dövülebilmesi, prosesin korozif ve yüksek sıcaklıktaki servis koşullarına uygulanabilirliğini artırır.
Sıcak Dövme İmalatında Kalite Kontrol
Spesifikasyonları sürekli olarak karşılayan sıcak dövme parçaları üretmek, yalnızca son denetimde değil, tüm üretim zinciri boyunca yerleşik bir kalite sistemi gerektirir. Önde gelen üreticiler aşağıdaki kontrol önlemlerini entegre etmektedir:
- Gelen malzeme doğrulaması: Hammaddenin üretime girmeden önce gelen her ısısında kimyasal bileşim analizi ve sertlik testi.
- Fırın sıcaklığı izleme: Kütüklerin üst limitleri aşmadan hedef sıcaklığa ulaşmasını ve bu sıcaklığı korumasını sağlamak için sürekli termokupl ölçümü ve veri kaydı.
- İlk ürün ve süreç içi boyut kontrolleri: Takım aşınmasını erken tespit etmek için ölçüm makinesi (CMM) denetimini kalıp kurulumunda ve düzenli üretim aralıklarında koordine edin.
- Tahribatsız muayene (NDT): Yüzeyde görünmeyen iç boşlukları, bindirmeleri veya dikişleri tespit etmek için ultrasonik test ve manyetik parçacık muayenesi.
- Mekanik özellik doğrulaması: Her üretim partisinden alınan dövme numuneleri üzerinde çekme, akma, uzama ve darbe enerjisi testleri.
- İzlenebilirlik: Ham kütük ısı numarasından bitmiş parçaya kadar tam malzeme ve proses izlenebilirliği, saha sorunu durumunda hızlı kök neden analizine olanak tanır.
Kalite güvence standartları Yetenekli bir dövme üreticisinin, otomotiv tedarik zincirleri için IATF 16949 veya genel endüstriyel uygulamalar için ISO 9001 gibi uluslararası kabul görmüş çerçevelere uyum sağlaması gerekir. Bu standartlara tutarlı bağlılık, güvenilir dövme tedarikçilerini, üretim süreçlerinde kalite performansları tahmin edilemeyen tedarikçilerden ayıran şeydir.
Dövme bileşenlerdeki kalite başarısızlığının uzun vadeli maliyeti (garanti talepleri, saha değişimleri ve itibar kaybı), denetim standartlarının gevşetilmesinden kaynaklanan kısa vadeli tasarrufların çok üzerindedir. Bu nedenle, belgelendirilmiş, denetlenebilir bir kalite sistemine sahip bir üreticinin seçilmesi, baskı kapasitesinin ve malzeme kapasitesinin değerlendirilmesi kadar önemlidir.











Ürünlerimiz öncelikle otomotiv endüstrisi, inşaat makineleri endüstrisi, endüstriyel enstrümantasyon endüstrisi ve akışkan ekipman endüstrisi için sahte bileşenlerin üretimini içerir.
Hızlı Bağlantılar
Ürün Bağlantıları
Bize Ulaşın
-
Address:5 Junrong Yolu, Daitou Town, Liyang City, Jiangsu Eyaleti, Çin
-
Tel:+86-18112316383
